Высокопроизводительная линия сварки сетчатых ограждений WP-3200 обеспечивает непрерывный процесс производства 3D заборных секций с минимальным привлечением человеческого фактора, в частности только на этапе ввода параметров сварки и загрузки прутков. Данная линия обладает моноблочной структурой, поточной синхронизированной системой процессов на протяжении всего производства готовой заборной панели, включая пакетирование и перемещение на паллеты. Эта конструкция успешно применяется для непрерывного изготовления заборных ограждений, например, в австрийских линиях.
На ряду с высокой производительностью (секция в минуту) линия способна быстро перенастраиваться на различные диаметры проволоки и шаг сварочной карты. При такой интенсивной нагрузке и объемах производства стабильность эксплуатации линии обеспечивается благодаря сбалансированной системе подачи продольной и поперечной проволоки, которая обеспечивает безотказную работу всего производственного комплекса по выпуску заборных секций в промышленных масштабах.
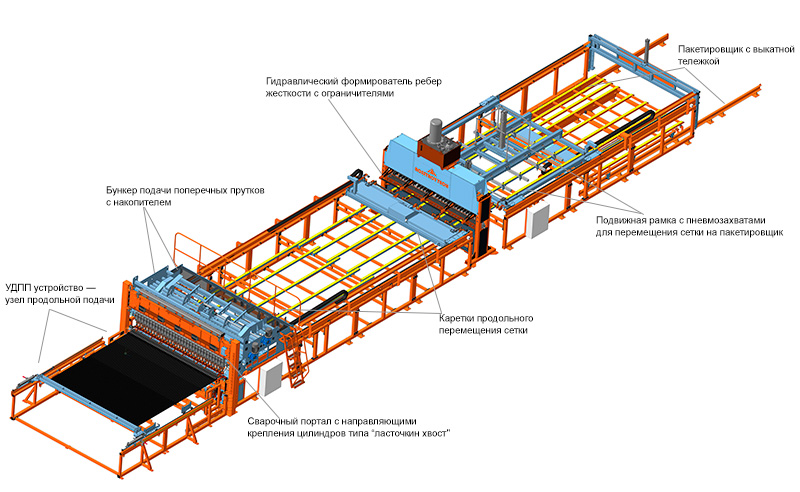
Линия состоит из следующих модулей:
Особенности и принцип работы:
1. Устройство довода продольных прутков (УДПП) - узел продольной подачи, позволяющий использовать прутки проволоки длиной от 500 до 3000 мм с помощью телескопической и съемной конструкции подачи, состоящей из лотков. Перемещение лотков происходит по роликам для снижения трения и увеличения скорости. Конструктивные особенности системы лотков позволяют переналадить продольную подачу с шага 50 мм на 55 мм плавно, в комплект входят 2 гребенки с соответствующим шагом (50 и 55 мм).

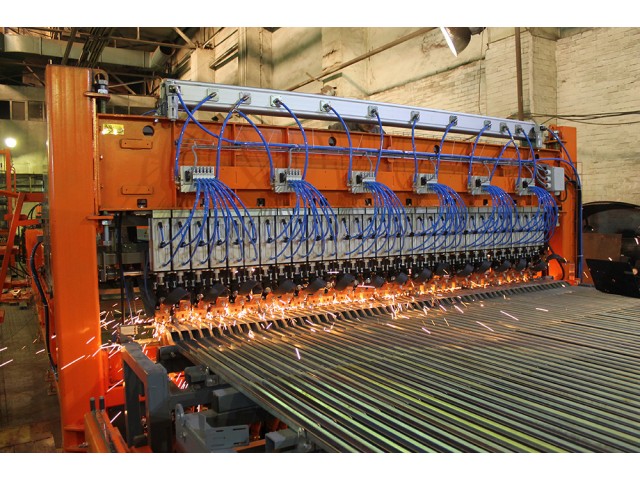
2. Сварочный портал легко перенастраивается, шаг цилиндров регулируется с помощью направляющих типа "ласточкин хвост". Мощность и усилие цилиндров позволяют сваривать сетку из проволоки диаметром 6 мм с шагом продольных прутков 50 мм.

3. В бункере подачи поперечных прутков на установлены ограничители (по ширине прутка) на линейные направляющие, которые обеспечивают быструю переналадку с одного размера прутка на другой. В данной модификации бункера скорость подачи увеличена за счет снижения времени свободного перемещения прутка между механизмами.

4. В узле подачи применены 2 каретки для уменьшения простоя станка (промежутков времени) при сварке секций и подачи их на гиб ребра жёсткости. Узел перехвата между каретками создан для точности и надежности подачи сетки. Направляющие полозья перемещения сетки имеют специальное покрытия для снижения шума и скольжения готовой сетки.

5. Гибочник (гидравлический формирователь ребра жесткости). Контроль подачи сетки на гибку ребер жёсткости осуществляется в автоматическом режиме при помощи сервопривода и датчиков контрольного положения для повышения точности. На самом гибочнике применены упоры для ограничения свободного перемещения (шлёпанья) краев сетки при гибе. Пневматические толкатели (снизу) обеспечивают извлечение сетки после гибки очередного ребра жесткости.

6. На пакетировщике происходит перехват сетки для автоматического перемещения из гибочника на пакетировщик. Для пакетирования сетки применена подвижная рамка перемещения готовой секции с пневматическими захватами, которая позволяет плавно складывать сетку в пачку. Высота свободного падения сетки не более 100 мм. Пакетирование сетки происходит на выкатную тележку.

7. Выкатная тележка перемещается в зону выгрузки после набора определенного количества сеток в пачке. Количество задается в панели управления. Сталкивание пачки происходит автоматически при возвращении каретки.

ЗАПРОС СТОИМОСТИ
|
Сварочные порталы |
модель WP-3100 |
|
Диаметры свариваемых прутков, мм |
3-6,5 |
|
Размер ячеек (прод. х попереч.), мм |
поперечные 50-20 (плавно) |
|
Ширина х Длина сетки, мм |
до 3000х3100 |
|
Максимальное количество точек сварки, шт. |
61 |
|
Подача поперечного прутка |
автоматически (бункер) |
|
Подача продольного прутка |
ручная зарядка (мерный пруток) |
|
Режим сварки |
каскадный |
|
Общая мощность сварочных трансформаторов , кВа |
75 КВт *16 |
|
Потребление сжатого воздуха , л/мин. |
4500 |
|
Скорость сварки (поперечных прутков в минуту) |
до 80 |
|
Коммерческое предложение |