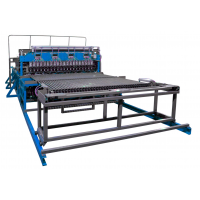
Машина сварки WP-2500 — это специальная модификация серийной модели WP, которая предназначена для изготовления сварных заборных секций шириной до 2500 мм и высотой до 3000 мм. Линия WP-2500 сваривает идеально ровные сетчаные панели с правильной геометрией, что необходимо для заборных конструкций. Точность достигается за счет дополнительных механизмов, настройки сервоприводов и четкой подачи прутков. Видео работы цеха по производству сетчатых заборов 3D.
Производство заборных 3D ограждений базируется на формировании ребер жесткости на сварной сеточной панели. Фактически процесс производства ограждений сводится к сварке сетчатых панелей из проволоки необходимого диаметра и формированию изгибов для придания готовому изделию дополнительной механической прочности и жесткости. Варианты для производства, исходя из ваших возможностей и комплектации:
Готовый комплект "Бизнес-забор" оборудование для малого бизнеса под ключ с бизнес-планом — набор включает в себя станок сварки сетки, листогиб формирования ребер жесткости, камера напыления краски, камера запекания. Производительность 350 готовых секций в смену.

Хотите узнать как производить до 600 секций в смену? По запросу мы отправим Вам сравнение WP-2500+ с повышенной производительностью и стандартной модели WP-2500.
ЗАПРОС СТОИМОСТИ
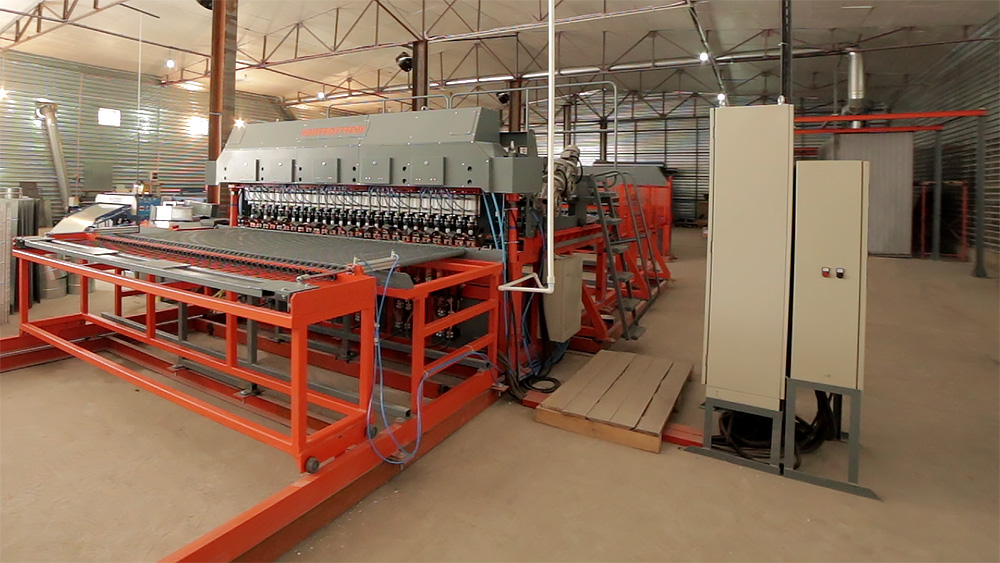
Изготовление сварных заборов на базе полуавтоматических линий сварки сеток
Полуавтоматическая линия сварки сетчатых панелей WP-2500 обеспечивает высокую производительность, покрывая краткосрочные потребности в заборных секциях и позволяет создать товарный запас для продажи. Сколько производить и как продавать сетчатые заборы?
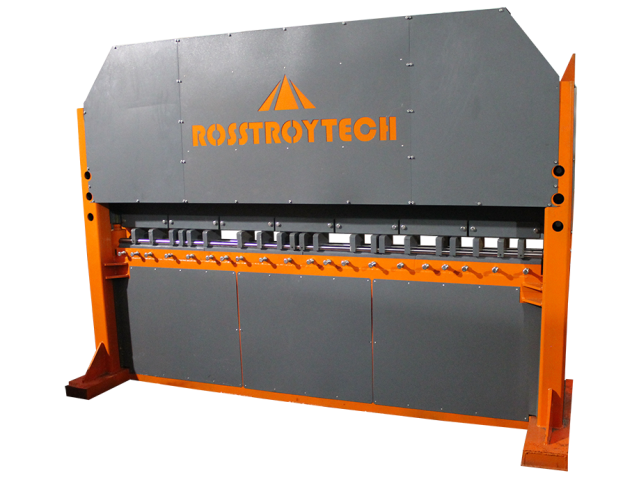
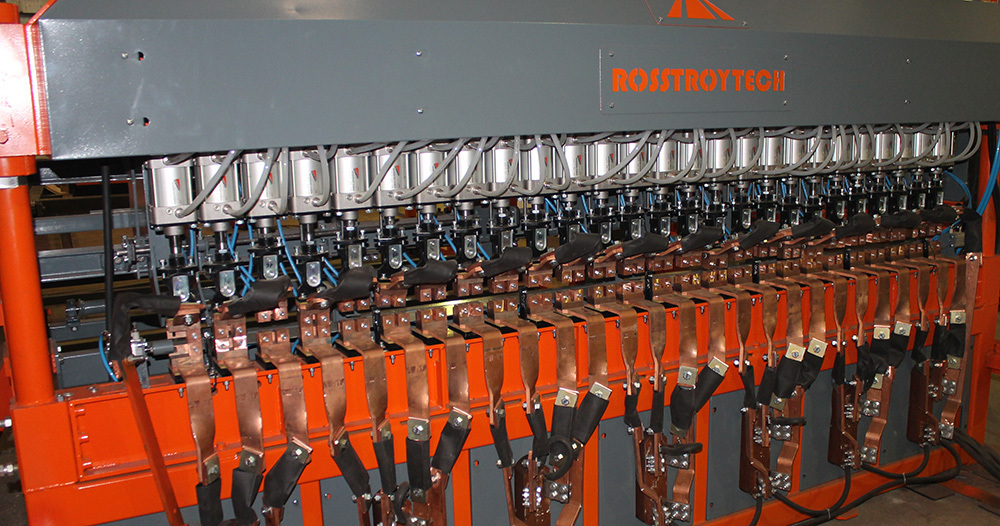
НПО «Росстройтех» разработана уникальная конструкция машины многоточечной сварки сеток, которая по техническим характеристикам соотвествует ведущим зарубежным производителям, таким как Clifford, Schnell, AWM. В производстве и при сборке наша компания использует только качественные компоненты мировых производителей. Электронный блок включает компоненты Omron, Delta Electronics, Finder. Пневмоавтоматика компаний Festo или Camozzi и мотор-редукторы Tramec.
В полном комплекте есть гидравлический формирователь ребра жесткости, который может быть выполнен как в виде отдельного устройства, так и быть встроен непосредственно в сварочную линию. Оборудование для напыления краски и печь запекания располагаются в производственном цехе компактно, исходя из масштабов помещения.
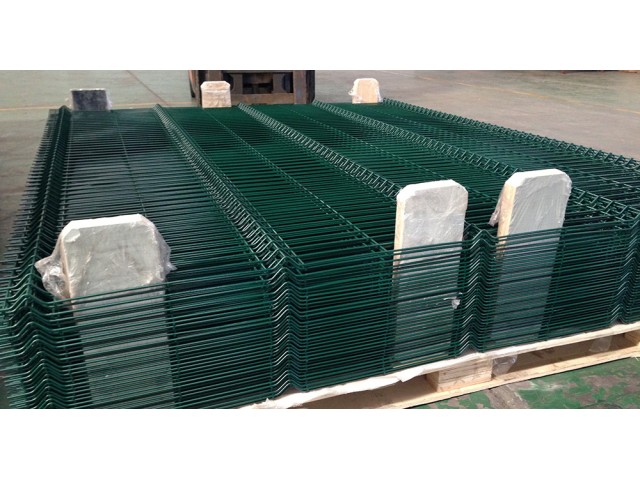
Сварные заборы и ограждения применяются для обустройства различных территорий:
Также заборные ограждения пользуются большим спросом у строительных организаций. Заборные секции, как правило, имеют ширину 2,5 м и высоту до 3 м.
Производство заборной панельной сетки из мерных прутков
Принцип действия машин данного типа заключается в следующем:
1. Заранее нарубленные с помощью правильно-отрезного станка поперечные прутки подаются оператором посредством кран-балки либо грузоподъемного механизма в бункер модуля подачи поперечных прутков.
2. Продольные мерные прутки заряжаются в модуль продольной подачи. В случае использования модуля подачи продольных прутков сокращается время простоя сварочной машины, за счет загрузки прутков в позицию подачи к сварочному порталу в процессе производства предыдущей сетки.
3. После подачи команды запуска сетка начинает свариваться на сварочном портале.
4. Далее оператор перемещает сетку к модулю формирования ребра жесткости.
После того как сетчатая панель сварена полностью необходимо нанести V-образные изгибы, так называемые ребра жесткости.
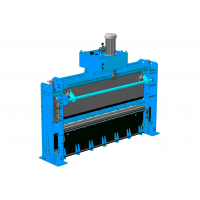
Гидравлический формирователь ребра жесткости
Для придания заборному ограждению дополнительной прочности сварную секцию помещают в гидравлический формирователь ребра жесткости. Количество ребер жесткости варьируется в зависимости от высоты ограждения. На выходе получаем готовую к дальнейшей покраске секцию заборного ограждения. Гидравлический формирователь выполнен в виде отдельного устройства (столы подготовки в комплект не входят). Покраска может осуществляться с помощью порошковых полимерных камер, приобретаемых дополнительно.
|
Максимальная длина гиба, мм |
2500 |
|
Усилие на пуансоне, т |
30 |
|
Мощность, кВт |
11 |
В результате вы получаете готовые заборные секции, которые в дальнейшем должны быть защищены полимерным покрытием. Для этого применяется метод нанесения порошковой полимерной окраски. Он основан на электростатическом притягивании заряженных частиц порошковой краски к окрашиваемой поверхности и дальнейшем запекании порошкового слоя в камере термической обработки (КТО). Порошковая окраска заборных секций гарантирует однородное, прочное, высококачественное покрытие с высокими физико-механическими, химическими, защитными свойствами.
В состав полимерных порошковых линий входит: Камера полимеризации, камера напыления, транспортная система, напылительное оборудование.
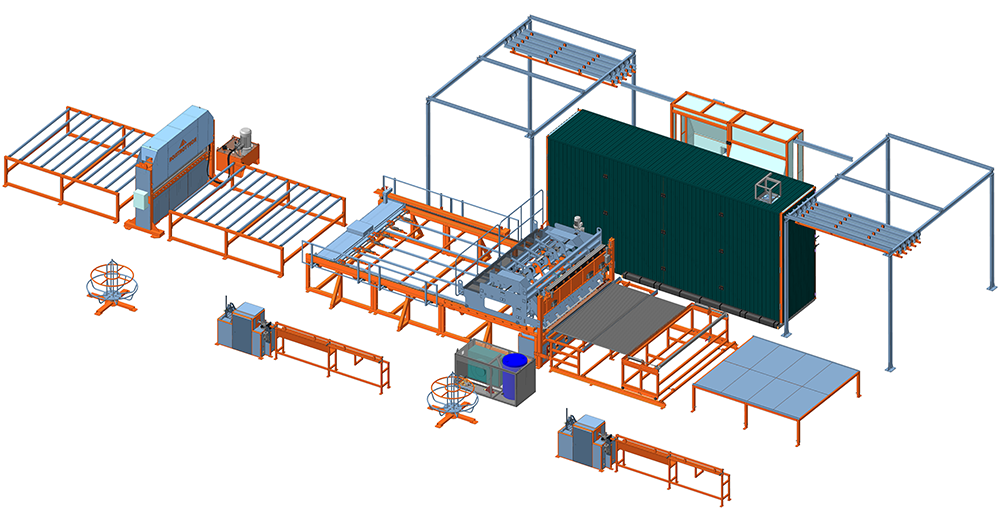
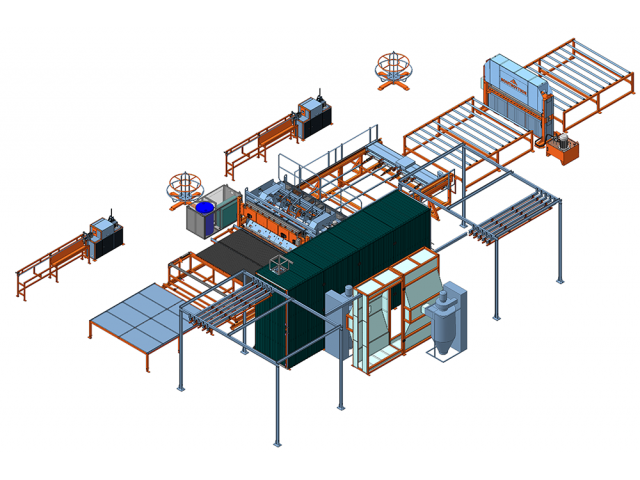
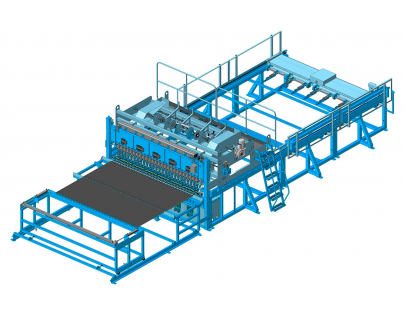
Общие рекомендации по формированию рабочего пространства цеха
Необходимо в место установки оборудования осуществить подводку инженерных сетей в соответствии с техническими характеристиками на станок. В качестве примера мы рекомендуем схемы расположения линий сварки в производственных цехах:
- схема расположения линии многоточечной сварки для производства заборов
|
Сварочный портал |
WP-2500 |
Под заказ |
|
Диаметры свариваемых прутков, мм |
3-6 |
По запросу |
|
Размер ячеек (шаг ), мм |
от 50x50 до 200х200 |
от 50x50 до 200х200 |
|
Максимальная ширина сетки, мм |
2500 |
По запросу |
|
Максимальное количество точек сварки, шт |
51 |
По запросу |
|
Подача поперечного прутка |
автоматически(бункер) |
автоматически(бункер) |
|
Подача продольного прутка |
вручную (с модуля подачи) |
вручную (с модуля подачи) |
|
Режим сварки |
каскадный* |
каскадный/одновременный |
|
Мощность сварочных трансформаторов, кВт |
75х5 (75*) |
- |
|
Производительность (поперечных прутков в минуту) |
40-60 |
- |
|
Коммерческое предложение |
|
*По запросу: одновременный.